Have any questions?
+44 1234 567 890
Wünschen Sie eine originalgetreue Restauration?
- Gibt es keinen passenden Ersatz mehr?
- Läuft Ihr Rad unrund?
- Ist Ihre Felge bordsteinbeschädigt?
- Dann sind Sie bei uns genau richtig!! Technische und optische Radinstandsetzung mit Garantie!!
Oldtimer- und Youngtimer Felgen

Seit über 20 Jahren (seit 1998) bearbeiten wir Alu-, Magnesium- und Stahlfelgen für den Bereich der Young- und Oldtimer Szene.
Mit der gebotenen Vorsicht und dem Bewusstsein der Einzigartigkeit und somit der Unwiederbringbarkeit der guten alten Stücke, bearbeiten wir diese mit viel Liebe, Sachverstand und Kompetenz.
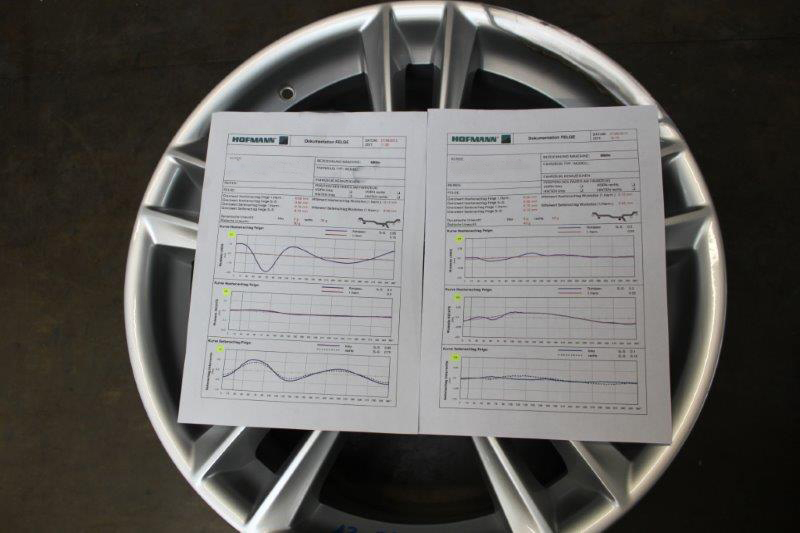
Laserunterstützte Vermessung

Mit unserer Hofmann Wucht -und Meßeinrichtung sind wir in der Lage, Felgen auf ihren geometrischen Zustand hin zu bewerten. Des Weiteren können hierbei Messprotokolle erstellt werden, welche den Rundlauf vor und nach der Instandsetzung mit unserem Warmrückrollverfahren dokumentiert. Dies ist ein zusätzlicher Aufwand und wird nur bei Versicherungsfällen oder auf besonderem Kundenwunsch hin durchgeführt und muss zusätzlich honoriert werden .
Dokumentation der Vermessung vorher - nachher
Festigkeitsprüfung bei Oldtimerfelgen

Uns wurde immer wieder die Thematik der Beurteilung von Tragfähig- und Einsatzfähigkeit alter Magnesiumfelgen angetragen. Wir haben hierfür nun einen eigenen stationären Testdurchlauf entwickelt, den lateralen Drucktest. Hierbei wird die Felge wie am Fahrzeug (PKW oder Krad) verbaut.
Mit mehreren Druckvorgängen an den neuralgischen Stellen werden diese auf Haltbarkeit und eventuelle Rissbildungen geprüft. Dies soll veranschaulichen, mit welcher Sorgfalt und Ernsthaftigkeit wir mit Ihren Felgen umgehen.
Undichtigkeit

Bei einteiligen Felgen genügt bereits eine Höhen- oder Seitenverformung, um den luftdichten Reifenansitz nicht mehr zu gewährleisten. Bei mehrteiligen Felgen kommt dazu, dass die Dichtungs- und Klebemasse an der Verbundstelle der Felgenteile, z.B. durch unsachgemäßes, sprich falsches Ansetzen des Montiereisens beim De- und Montieren des Reifens verletzt werden kann.
Auch Alterung oder Überdehnung der Verbundstellen durch Höhen- oder Seitenschläge können Undichtigkeiten zur Folge haben. Bei einteiligen Felgen kann dieser oft nur schleichende Luftverlust dazu führen, dass der Reifen aufgrund des zu niedrigen Luftdruckes anfängt zu walken, bedeutet der Reifen wird heiß, die Karkasse wird zerstört und der Reifen löst sich auf. Dies erhöht die Unfallgefahr. Bei mehrteiligen Rädern kann der Luftaustritt zusätzlich im Bereich des äußeren Schraubenkranzes auftreten, was die gleiche Folge hat.
Bei einteiligen Felgen wird der Reifen entfernt, die Deformation beseitigt und der Reifen wieder aufgezogen (siehe auch Höhen- und Seitenschläge). Bei mehrteiligen Felgen wird ggf. (bei Anlieferung der Felge ohne Reifen) ein Reifen aufgezogen, aufgepumpt, im Wasserbad auf Undichtigkeit untersucht und die entsprechende Stelle gekennzeichnet.
Nach Demontage des Reifens wird eine Sichtprüfung der Dicht- und Klebenaht durchgeführt. Nach Fehlerfeststellung wird die Felge zerlegt, gereinigt, neu verklebt und abgedichtet. Ggf. mit neuem Schraubenkranz oder zumindest mit neuen Muttern versehen. Abschließend erfolgt eine weitere Prüfung der Dichtigkeit vor Auslieferung an den Kunden.
Fuchsfelgen

Vollrestauration von Fuchsfelgen mit original Oberflächenstruktur in Eloxal
Nach der Vollinstandsetzung

Oxidation

Oxidationsausblühungen entstehen u.a. durch wiederholtes Reinigen mit scharfen Mitteln (z.B. säurehaltige Felgenreiniger), welche die Klarlack- bzw. Klarpulverschicht auf den hochglanzpolierten Oberflächen angreifen. Diese werden somit spröde und unelastisch, es entstehen mikroskopisch kleine Risse. Dort eindringender Sauerstoff bringt in Verbindung mit Wasser das Aluminium zum Oxidieren.
Ebenfalls können Korrosionsschäden durch Steinschlag gegen die Oberflächenbeschichtung, unter den Auswuchtgewichten oder nach Bordsteinberührungen auftreten (siehe auch Rubrik Bordstein- und Lackbeschädigungen).
Ähnliche Effekte ergeben sich auch bei vollflächig deckend lackierten Felgen im Bereich der Schraubenanbindungen an die Radnabe, an der Kante hin zum Mitteldecke oder durch Ansetzen von Werkzeugen (dadurch entsteht eine mechanische Verletzung der Beschichtung).
Es bildet sich eine weiße Pulverschicht (ein Oxidat, wie z.B. bei Kupfer eine Grünspanschicht), die teils die Klarlackbeschichtung unterwandert, teils als Ausblühung hervortritt. Zur Beseitigung wird zunächst die Oberflächenbeschichtung durch Entlacken und/ oder Glasperlstrahlen entfernt. Dieses beinhaltet die größtmögliche Beseitigung der Oxidationsschäden. Danach erfolgt das Erstellen eines Glanzschliffbildes oder der Hochglanzpolitur mit Oberflächenverdichtung. Abschließend folgt der Auftrag von Klarpulver oder Klarlack. Bei vollflächig lackierten Teilen werden diese ggf. gefüllert, grundiert und deckend lackiert.
Nach der Reparatur

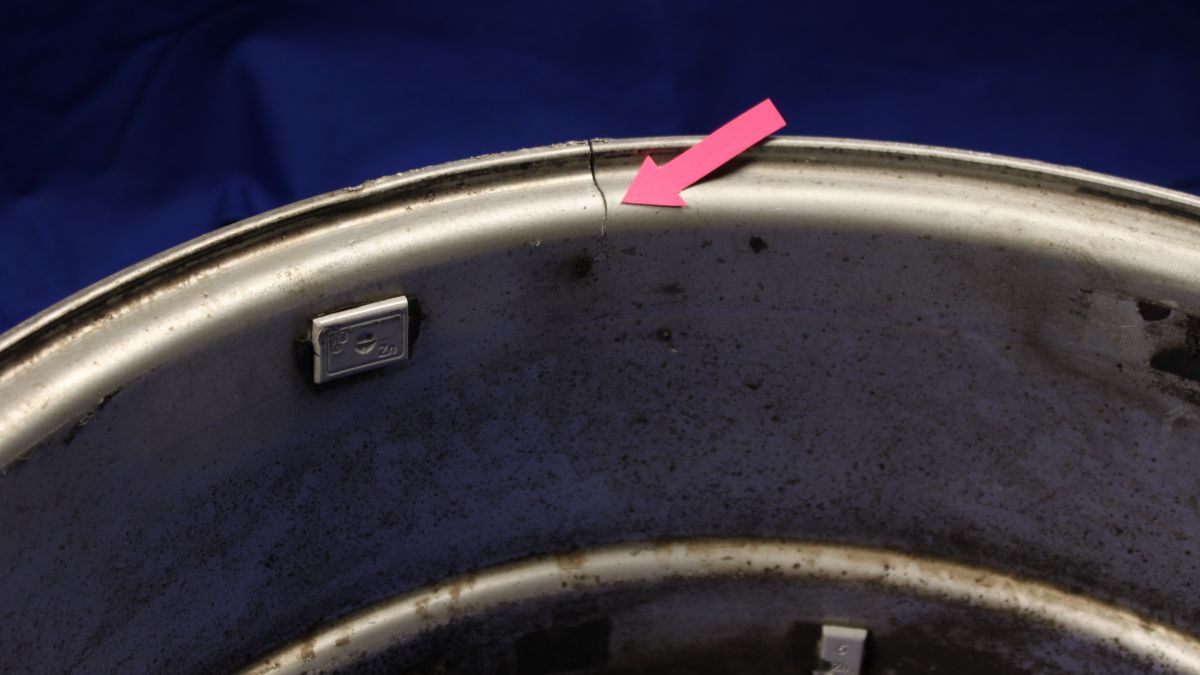
Materialrisse
Achtung!
Das Verschweißen von Materialrissen an den luftführenden sowie tragfähigen Bereichen von Felgen, welche im öffentlichen Straßenverkehr eingesetzten werden, lehnen wir kategorisch ab.
Diesen Service bieten wir ausschließlich für den Rennsportbereich an, da hierbei in kurzen Intervallen regelmäßig Sichtprüfungen durchgeführt werden und somit die betroffenen Felgen sofort ausgesondert werden können.
Materialrisse entstehen in der Regel durch Fahrbahnstöße, welche die Dehnfähigkeit der jeweiligen Aluminium- oder Magnesiumlegierung überschreiten und so zu Materialrissen führen. Oftmals geschieht dies im Bereich der Reifenaufsitzflächen am inneren oder äußeren Felgenhorn. Meist verlaufen diese Risse quer zur Fahrtrichtung. In Einzelfällen führt eine Materialermüdung auch dazu, dass Anrisse im Bereich der einzelnen Stege des Tragsterns auftreten. Oftmals zu sehen im Rennsportbereich. Die überproportionalen Kräfte der Lastwechsel in Kurven und zusätzliche Stöße durch Überfahren der Körbs belasten das Material zusehnst. Bemerkbar machen sich diese Risse im Bereich der Reifenaufsitze meist erst durch Luftverlust. Anrisse am Stern sind für den Laien nur schwer erkennbar, da auch diese in den meisten Fällen von hinten (sprich Innenseite der Felgen) entstehen.
Zunächst wird der genaue Rissverlauf sowie das Ausmaß und die Weite durch Röntgenanalyse oder Farbeindringverfahren festgestellt. Zusätzlich ist eine Spektralanalyse (bei Nichtkenntnis der Legierungsanteile) zur Bestimmung der Legierung und der passenden Schweißzusatzstoffe zur Ausfüllung des Risses erforderlich.
Nach dem Schweißen erfolgt das Nachausrichten und Planen, sowie eine Röntgenprüfung und die erforderliche Oberflächenbearbeitung.
Nicht jede Legierung ist schweißbar und je nach Herstellungsverfahren wie Kokillengießen, tiefziehen oder schmieden entstehen unterschiedliche Spannungsfelder in den Felgen. Auch das Nachbehandeln der bereits fertigen Werkstücke wie Naturaushärten, Warmaushärten oder Nachglühen lässt die verschiedenartigsten Eigenschaften entstehen.
Rißschweißreparaturen sind für den Bereich des Rennsports selbstverständlich möglich, da im Rennsport eine regelmäßige Kontrolle in kurzen Intervallen stattfindet und der Gesetzgeber in diesem Bereich keinerlei Auflagen macht (Hauptsache reglementskonform). Die Risse sollten nicht länger als 2,5 cm sein und keine Auskragung (Y-förmig) haben. Desweiteren sollten keine benachbarten Risse im Umfeld von 20 cm vorhanden sein.
Selbstverständlich gibt es auch den Bereich der Auftragsschweißung, z.B. bei sogenannten Bordsteinschäden. In unserem Hause werden diese generell durchgeführt, um die Materialstärke und somit die Tragfähigkeit der Felge weiterhin 100% zu gewährleisten.
Bauteiltausch bei mehrteiligen Felgen
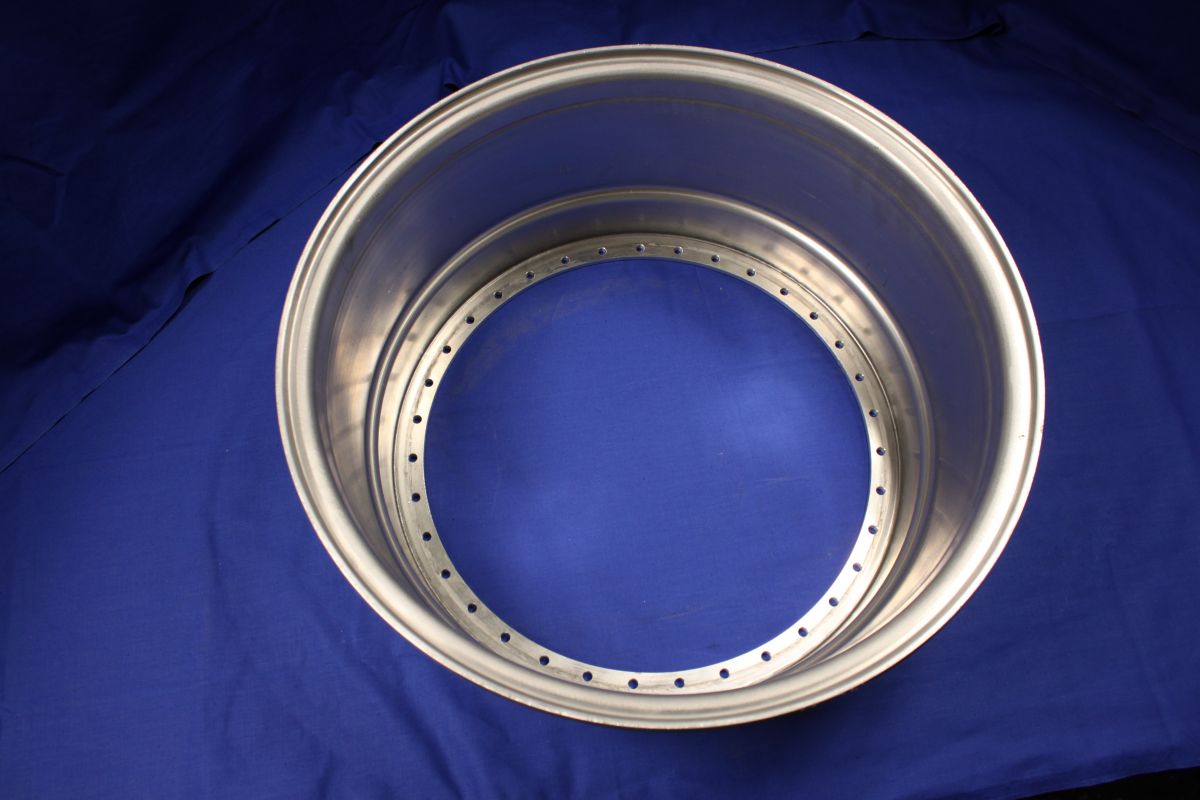
Bei mehrteiligen Felgen können wir alternativ die beschädigten Schüsselteile (vorderes oder hinteres Horn) durch Neu- oder ggf. Gebrauchtteile austauschen.